




 扫一扫
扫一扫


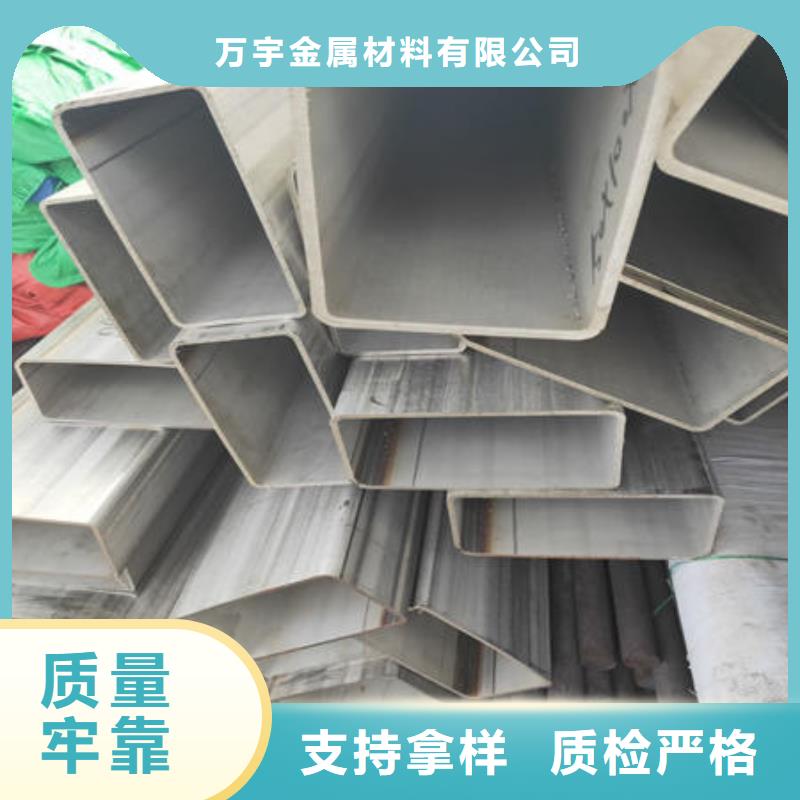
万宇金属材料有限公司坐落于锡山区开发区。是专业从事 316不锈钢管等研制、开发、生产和推广的一体化企业。作为经营的企业,我们始终坚持“人无我有,人有我优,人优我精”的经营策略,秉承“以市场为准则,以科技为先导” “以德做人、以诚做事”,的经营理念,扎实地走科研与生产相结合的道路。 我们在注重产品质量和企业信誉的同时,不断引进专业技术人才和现代化经营管理模式,以精湛的生产工艺、完善的售后服务呈现于广大用户. 实干、劳作是我们可靠的财富。用我们的智慧实现承诺,塑造行业的;用我们的真诚广交社会各界朋友;以竞争力的产品和服务回报广大客户对我们的厚爱。





环保改造面临不小的成本压力,但这个时候企业更应该迎难而上,经过环保法的洗礼和考验,相企业的综合实力会迈上一个新台阶,在市场中的地位更加稳固。我们经常可以发现不锈钢焊管在冷拔或冷轧后会出现头尾增厚的问题,退火前我们需要用砂轮机切掉不锈钢焊管厚的这部分,并对两端进行打磨。您知道为何会出现壁厚增加的现象吗?这部分增厚长度又如何计算?接下来就由金润德不锈钢为您讲解,以增加您对不锈钢焊管的了解。由于不锈钢焊管前、后端处于张力建立和消失的两个不稳定阶段,此时不锈钢焊管所受的张力比中间处于稳定轧制阶段的要小,结果造成不锈钢焊管前、后端的管壁厚度比中间的略厚,使切头、切尾长度增加,金属消耗增多。那么,如何计算不锈钢焊管轧制过程中头尾增厚的长度?不锈钢工业焊管两端增厚长度,一般随总变形量、机架间距、平均张力系数和轧制速度的增大而增加,但随单机架的减径率、S/D值、轧辊理想直径和摩擦系数的增大而减短。此外,合金钢不锈钢焊管的增厚长度通常比碳钢大,实际生产计算时可采用经验估算。



技术支持:059t.com